
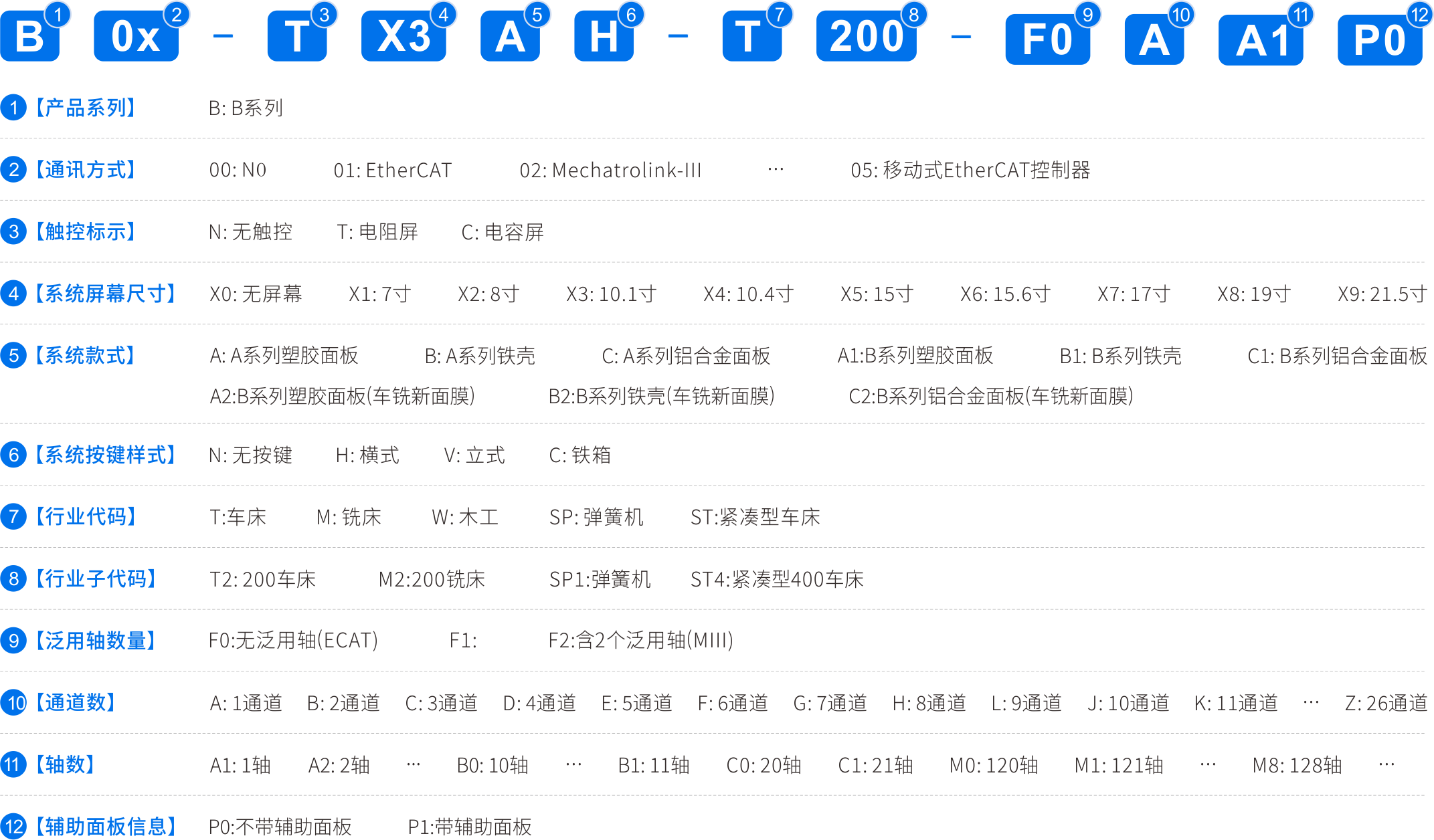
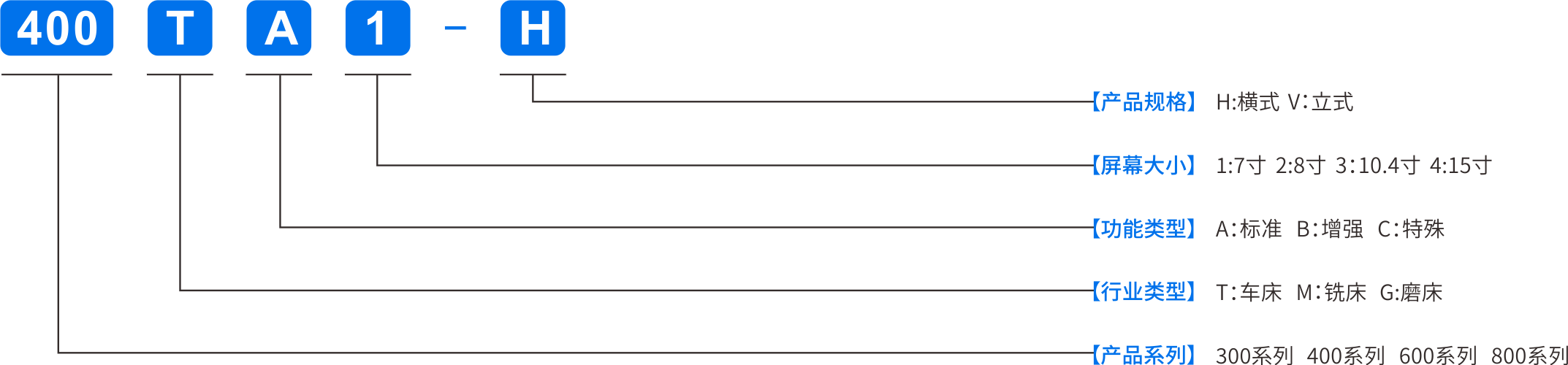
B系列10.4寸车床数控系统(横式)
800TC3-H
关注次数:次
商品类型:800T系列

产品介绍
1. 五轴联动车铣复合:五个自由度的控制,适用于各种形状和曲线的零部件加工。
2. 双车铣复合:复杂工件多工序加工。
3. 双车+机械手:自动取放料,提高生效效率。
硬件介绍
1. 凭借领先的多核CPU架构与强大的超算级平台,成就无比丝滑顺畅的操作体验。
2. 配备2GB海量存储空间,程序运行流畅无阻,轻松驾驭多样任务。
3. 高抗干扰设计,通过4.5KV EFT测试,并通过CE认证.
4. 支持高稳定性RS485通迅,扩展周边设备更可靠。
5. 支持高速USB3.0通讯,资料备份,程序导入更快捷。
6. 搭载超长掉电保持技术,守护用户实时数据记录,可靠性更胜一筹。
7. 具备与外部设备进行通信的功能,例如与上位机(如计算机)进行数据传输,实现远程监控、程序传输、系统升级等操作;或者与其他数控设备进行联网通信,实现多台设备的协同工作和集中管理。通信方式可能包括有线通信(如以太网、串口等)和无线通信(如Wi-Fi、蓝牙等。
8. IO最大可以支持128个点位,实现更多机构的控制。
9. 程序预读单节可以达到8000 Block/s,更强悍的处理能力。
10. 卓越性能,最大可驾驭20轴控制,展现无与伦比的操控力。
软件(功能)介绍
1. Linux RT操作系统,实时性更高,速度更快。
2. 融合开放式UI与PLC平台,客户可自由定制界面与功能,实现前所未有的个性化操作体验。
3. 权限的自行分配极大地增强了系统的灵活性与适应性,让每个用户都能根据需求定制访问权限。
4. 支持图形仿真、对话式编程、M码自定义功能。
5. 执行速度快:PLC扫描时间短,能快速响应加工指令,提高加工效率。
6. 支持冷热机补偿功能,使加工质量更稳定。
7. 支持RTCP功能,支持三维刀长补偿。系统自动计算刀尖点位置,确保刀尖点在加工轮廓曲面上。
8. 车铣复合功能:在铣床模式下进行五轴铣加工。在车床模式下主轴进行高转速旋转,其余4轴进行联动加工,实现高效加工。
9. 可选配SSI绝对值通讯,高稳定性和抗干扰能力,使得系统能够在较为复杂的工业环境下正常工作。
10. 可以-选配速度控制全闭环(ab相反馈,ssi反馈)。
特色功能
1. RTCP功能
RTCP (Real-Time Correction Protocol)功能提供三维刀长补偿。客户在CAM软件上计算工件轮廓坐标点。系统自动计算刀尖点位置,确保刀尖点在加工轮廓曲面上。
2. 车铣复合功能
可在铣床模式下进行五轴铣加工,在车床模式下,主轴C可切换为主轴进行高.速旋转。其他4轴进行4轴联动加工,实现高效加工。

产品系列 | 300T | 400T | 600T | 800T | ||
功能选型 | 300TA | 400TA | 400TB | 600TC | 800TC | |
产品型号 | 300TA1-H | 300TA2-H(V) | 400TA2-H(V) | 400TB2-H(V) | 600TC2-H(V) | 800TC2-H(V) |
► 系统规格 | ||||||
安装⽅式 | 横式 | 横式/立式 | 横式/立式 | 横式/立式 | 横式/立式 | 横式/立式 |
显⽰屏尺⼨ | 7⼨ | 8.4寸/10.4寸/15寸 | 8.4寸/10.4寸/15寸 | 8.4寸/10.4寸/15寸 | 8.4寸/10.4寸/15寸 | 8.4寸/10.4寸/15寸 |
最⼤轴数(含主轴) | 标准5(最大5) | 标准6(最大6) | 标准9(最大9) | 标准9(最大9) | 标准11(最大11) | 标准20(最大20) |
最⼤通道数 | 标准1(最大1) | 标准1(最大1) | 标准2(最大2) | 标准2(最大2) | 标准2(最大2) | 标准3(最大3) |
单个通道最⼤联动轴数 | 3(XZC) | 3(XZC) | 3(XZC) | 4(XYZC) | 4(XYZC) | 5(XYZAC) |
单个通道最⼤主轴数量 | 标准2(最大2) | 标准2(最大2) | 标准3(最大3) | 标准3(最大3) | 标准4(最大4) | 标准6(最大9) |
应用场合(轴向分布) | 单通道: (XZAC+刀塔轴) | 单通道: (XZAC+刀塔轴+定位轴) | 单通道:(XZABC+轴控刀塔+定位轴) 双通道:(XZC+刀塔轴+定位轴)+(X1Z1+刀塔轴+定位轴) 双通道:(XZC+刀塔轴+定位轴)+(X1Z1C1+刀塔轴) 双通道:(XZAC+轴控刀塔+定位轴)+XYZ桁架 | 单通道:(XYZABC+刀塔轴+伺服尾座+定位轴) 双通道:(XZC+刀塔轴+定位轴)+(X1Z1+刀塔轴+刀塔定位轴) 双通道:(XZC+刀塔轴+定位轴)+(X1Z1C1+刀塔轴) 双通道:(XYZAC+刀塔轴)+(X1Z1C1) 双通道:(XZAC+轴控刀塔+定位轴)+XYZ桁架 三通道:(XZC+XZC)+XYZ桁架 | 单通道: (XYZABC+刀塔轴+伺服尾座+定位轴) 双通道: (XZAC+刀塔轴+定位轴)+(X1Z1C1+刀塔轴+定位轴) 双通道: (XZAC+刀塔轴+定位轴)+(X1Z1A1C1+刀塔轴) 双通道: (XYZAC+刀塔轴)+(X1Z1A1C1+刀塔轴) 双通道: XZAC+刀塔轴+定位轴+(X1Y1Z1A1桁架) | 双通道: (XYZABC+刀塔轴+定位轴)*2 三通道: (XYZABC+刀塔轴+定位轴)*2+X3Y3Z3A3(双车+机械手) |
DA/AD | 选配 | 选配 | 选配 | 选配 | 选配 | 选配 |
操作系统 | LinuxRT | LinuxRT | LinuxRT | LinuxRT | LinuxRT | LinuxRT |
内存 | 2GB | 2GB | 2GB | 2GB | 2GB | 2GB |
程式容量 | 8GB | 8GB | 8GB | 8GB | 8GB | 8GB |
预读单节数 | 1000 Block/s | 1000 Block/s | 2000 Block/s | 2000 Block/s | 4000 Block/s | 8000 Block/s |
最⼤⼑具补偿组数 | 40组 | 40组 | 160组 | 160组 | 160组 | 160组 |
传输 | USB/RS232/RS485/LAN/WIFI | USB/RS232/RS485/LAN/WIFI | USB/RS232/RS485/LAN/WIFI | USB/RS232/RS485/LAN/WIFI | USB/RS232/RS485/LAN/WIFI | USB/RS232/RS485/LAN/WIFI |
标准I/O | 总线IO(不含脉冲口):I16/O16 | 总线IO(不含脉冲口):I16/O16 | 总线IO(不含脉冲口):I16/O16 | 总线IO(不含脉冲口):I16/O16 | 总线IO(不含脉冲口):I16/O16 | 总线IO(不含脉冲口):I16/O16 |
最⼤拓展I/O | I32/O32 | I32/O32 | I64/O64 | I64/O64 | I128/O128 | I256/O256 |
(IoT)⼯业物联⽹ | 选配 | 选配 | 选配 | 选配 | 选配 | 选配 |
总线伺服 | MECHATROLINK-lll(选配)、EtherCAT | MECHATROLINK-lll(选配)、EtherCAT | MECHATROLINK-lll(选配)、EtherCAT | MECHATROLINK-lll(选配)、EtherCAT | MECHATROLINK-lll(选配)、EtherCAT | MECHATROLINK-lll(选配)、EtherCAT |
总线主轴 | 支持 | 支持 | 支持 | 支持 | 支持 | 支持 |
通讯功能 | ModbusTcp、RS232、RS485 | ModbusTcp、RS232、RS485 | ModbusTcp、RS232、RS485 | ModbusTcp、RS232、RS485 | ModbusTcp、RS485、SSI绝对值(选配) | ModbusTcp、RS485、SSI绝对值(选配) |
► 程序功能 | ||||||
编程指令(G代码) | 遵循国际规范 | 遵循国际规范 | 遵循国际规范 | 遵循国际规范 | 遵循国际规范 | 遵循国际规范 |
宏程序编程标准 | 支持(Macro B、Macro C) | 支持(Macro B、Macro C) | 支持(Macro B、Macro C) | 支持(Macro B、Macro C) | 支持(Macro B、Macro C) | 支持(Macro B、Macro C) |
背景编程 | 支持 | 支持 | 支持 | 支持 | 支持 | 支持 |
对话式智能 | 支持 | 支持 | 支持 | 支持 | 支持 | 支持 |
程序U盘传输 | 支持 | 支持 | 支持 | 支持 | 支持 | 支持 |
程序⾃动检错 | 支持 | 支持 | 支持 | 支持 | 支持 | 支持 |
程序锁功能 | 限制程式编辑(选配) | 限制程式编辑(选配) | 限制程式编辑(选配) | 限制程式编辑(选配) | 限制程式编辑(选配) | 限制程式编辑(选配) |
► 同步轴控制 | ||||||
同主轴同时螺纹车削 | 不支持 | 不支持 | 支持 | 支持 | 支持 | 支持 |
双通道主轴同步 | 不支持 | 不支持 | 支持 | 支持 | 支持 | 支持 |
轴耦合/交换/混合 | 不支持 | 不支持 | 不支持 | 支持 | 支持 | 支持 |
► 机械手 | ||||||
机械手独立通道控制 | 不支持 | 不支持 | 支持 | 支持 | 支持 | 支持 |
► 刀塔 | ||||||
刀塔 | 电动刀塔、液压刀塔、伺服刀塔、轴控刀塔 | 电动刀塔、液压刀塔、伺服刀塔、轴控刀塔 | 电动刀塔、液压刀塔、伺服刀塔、轴控刀塔 | 电动刀塔、液压刀塔、伺服刀塔、轴控刀塔 | 电动刀塔、液压刀塔、伺服刀塔、轴控刀塔 | 电动刀塔、液压刀塔、伺服刀塔、轴控刀塔 |
► ⾼速⾼精 | ||||||
主轴(C)轴动态定位 | 无需停止切换模式 可直接执行定位(需搭配伺服主轴) | 无需停止切换模式 可直接执行定位(需搭配伺服主轴) | 无需停止切换模式 可直接执行定位(需搭配伺服主轴) | 无需停止切换模式 可直接执行定位(需搭配伺服主轴) | 无需停止切换模式 可直接执行定位(需搭配伺服主轴) | 无需停止切换模式 可直接执行定位(需搭配伺服主轴) |
车/攻牙快速退刀 | 支持 | 支持 | 支持 | 支持 | 支持 | 支持 |
单节间不停顿模式 | 支持 | 支持 | 支持 | 支持 | 支持 | 支持 |
全闭环控制功能 | 不支持 | 支持 | 支持 | 支持 | 支持 (速度控制全闭环(AB相反馈,SSI反馈-选配)) | 支持 (速度控制全闭环(AB相反馈,SSI反馈-选配)) |
► 补偿功能 | ||||||
锥度补偿 | 支持 | 支持 | 支持 | 支持 | 支持 | 支持 |
反向间隙补偿 | 支持 | 支持 | 支持 | 支持 | 支持 | 支持 |
圆弧尖⻆补偿 | 支持 | 支持 | 支持 | 支持 | 支持 | 支持 |
双向螺杆误差补偿 | 支持 | 支持 | 支持 | 支持 | 支持 | 支持 |
前馈补偿 | 支持 | 支持 | 支持 | 支持 | 支持 | 支持 |
冷热机温度补偿 | 不支持 | 不支持 | 不支持 | 支持 | 支持 | 支持 |
► 可编程尾顶(伺服尾顶) | ||||||
可编程尾顶 | 不支持 | 不支持 | 不支持 | 支持 | 支持 | 支持 |
► 切削功能 | ||||||
抛物线插补 | 支持 | 支持 | 支持 | 支持 | 支持 | 支持 |
椭圆插补 | 支持 | 支持 | 支持 | 支持 | 支持 | 支持 |
圆柱插补 | 支持 | 支持 | 支持 | 支持 | 支持 | 支持 |
三维圆弧插补 | 不支持 | 不支持 | 任意三轴笛卡尔坐标系内的空间球面插补 | 任意三轴笛卡尔坐标系内的空间球面插补 | 任意三轴笛卡尔坐标系内的空间球面插补 | 任意三轴笛卡尔坐标系内的空间球面插补 |
多边形插补(飞刀) | 支持 | 支持 | 支持 | 支持 | 支持 | 支持 |
极坐标插补 | 支持 | 支持 | 支持 | 支持 | 支持 | 支持 |
攻牙 | G84/G88 | G84/G88 | G84/G88(支持倾斜攻牙) | G84/G90(支持倾斜攻牙) | G84/G92(倾斜攻牙) | G84/G96(倾斜攻牙) |
螺纹切削 | 螺纹循环车削、多头螺纹、圆弧螺纹、斜螺纹、变距螺纹等车削 | 螺纹循环车削、多头螺纹、圆弧螺纹、斜螺纹、变距螺纹等车削 | 螺纹循环车削、多头螺纹、圆弧螺纹、斜螺纹、变距螺纹等车削 | 螺纹循环车削、多头螺纹、圆弧螺纹、斜螺纹、变距螺纹等车削 | 螺纹循环车削、多头螺纹、圆弧螺纹、斜螺纹、变距螺纹等车削 | 螺纹循环车削、多头螺纹、圆弧螺纹、斜螺纹、变距螺纹等车削 |
断屑车削 | 二代(直线、圆弧、螺纹断 | 二代(直线、圆弧、螺纹断 | 二代(直线、圆弧、螺纹断 | 二代(直线、圆弧、螺纹断 | 二代(直线、圆弧、螺纹断屑) | 二代(直线、圆弧、螺纹断屑) |
► 公共轴 | ||||||
公共主轴 | 不支持 | 不支持 | 支持 | 支持 | 支持 | 支持 |
► 主轴SSV控制 | ||||||
主轴SSV | 不支持 | 不支持 | 不支持 | 支持 | 支持 | 支持 |
► 辅助功能 | ||||||
自定义开机画面 | 不支持 | 不支持 | 支持 | 支持 | 支持 | 支持 |
自定义M码 | 不支持 | 不支持 | 支持 | 支持 | 支持 | 支持 |
自定义G码 | 不支持 | 不支持 | 支持 | 支持 | 支持 | 支持 |
总线轴与泛用轴混用 | 不支持 | 不支持 | 支持 | 支持 | 支持 | 支持 |
IO重定义功能 | 不支持 | 不支持 | 支持 | 支持 | 支持 | 支持 |
倾斜轴加工(插补Y) | 不支持 | 不支持 | 不支持 | 不支持 | 支持 | 支持 |
倾斜平面加工 | 不支持 | 不支持 | 不支持 | 不支持 | 支持 | 支持 |
DHC加工 | 不支持 | 不支持 | 支持 | 支持 | 支持 | 支持 |
比例缩放 | 不支持 | 不支持 | 支持 | 支持 | 支持 | 支持 |
加减速类型 | 直线型(恒A)、S型(恒JERK) | 直线型(恒A)、S型(恒JERK) | 直线型(恒A)、S型(恒JERK) | 直线型(恒A)、S型(恒JERK) | 直线型(恒A)、S型(恒JERK) | 直线型(恒A)、S型(恒JERK) |
刀具寿命管理 | 时间限制/次数限制管理 | 时间限制/次数限制管理 | 时间限制/次数限制管理 | 时间限制/次数限制管理 | 时间限制/次数限制管理 | 时间限制/次数限制管理 |
保护功能 | 安全门、硬极限、软极限、夹头未夹紧检测、刀塔换刀检测 | 安全门、硬极限、软极限、夹头未夹紧检测、刀塔换刀检测 | 安全门、硬极限、软极限、夹头未夹紧检测、刀塔换刀检测 | 安全门、硬极限、软极限、夹头未夹紧检测、刀塔换刀检测 | 安全门、硬极限、软极限、夹头未夹紧检测、刀塔换刀检测 | 安全门、硬极限、软极限、夹头未夹紧检测、刀塔换刀检测 |
手轮预测 | 程式预测/程式回退功能 | 程式预测/程式回退功能 | 程式预测/程式回退功能 | 程式预测/程式回退功能 | 程式预测/程式回退功能 | 程式预测/程式回退功能 |
手轮插断 | 支持 | 支持 | 支持 | 支持 | 支持 | 支持 |
再启动功能 | 程序断点自动寻找再启动、自定义再启动 | 程序断点自动寻找再启动、自定义再启动 | 程序断点自动寻找再启动、自定义再启动 | 程序断点自动寻找再启动、自定义再启动 | 程序断点自动寻找再启动、自定义再启动 | 程序断点自动寻找再启动、自定义再启动 |
多功能手轮 | 支持 | 支持 | 支持 | 支持 | 支持 | 支持 |
图形模拟 | 程式执行前图形预览,程式执行中动态描图 | 程式执行前图形预览,程式执行中动态描图 | 程式执行前图形预览,程式执行中动态描图 | 程式执行前图形预览,程式执行中动态描图 | 程式执行前图形预览,程式执行中动态描图 | 程式执行前图形预览,程式执行中动态描图 |
权限管理 | 参数权限管理 | 参数权限管理 | 参数权限管理 | 参数权限管理 | 参数权限管理 | 参数权限管理 |
万年历锁机 | 支持 | 支持 | 支持 | 支持 | 支持 | 支持 |
轴向负载监控 | 支持 | 支持 | 支持 | 支持 | 支持 | 支持 |
示波器功能 | 实时监控系统命令及伺服回授波形 | 实时监控系统命令及伺服回授波形 | 实时监控系统命令及伺服回授波形 | 实时监控系统命令及伺服回授波形 | 实时监控系统命令及伺服回授波形 | 实时监控系统命令及伺服回授波形 |
跟随误差检测 | 支持 | 支持 | 支持 | 支持 | 支持 | 支持 |
主轴转速到达检测 | 支持 | 支持 | 支持 | 支持 | 支持 | 支持 |
数据备份 | 程式备份、参数备份、刀补备份 | 程式备份、参数备份、刀补备份 | 程式备份、参数备份、刀补备份 | 程式备份、参数备份、刀补备份 | 程式备份、参数备份、刀补备份 | 程式备份、参数备份、刀补备份 |
► 五轴联动 | ||||||
RTCP | 不支持 | 不支持 | 不支持 | 选配 | 选配 | 选配 |
► 工具包 | ||||||
工业物联网 | 选配 | 选配 | 选配 | 选配 | 选配 | 选配 |
视觉检测 | 选配 | 选配 | 选配 | 选配 | 选配 | 选配 |
开窗尺寸.jpg)
型录
点击下载 亿达科技_车床数控系统_B系列_技术型录_CN
手册
点击下载 亿达科技_车床控制系统_B系列_编程手册_CN
点击下载 亿达科技_单通道车床控制系统_B系列_操作手册_CN
点击下载 亿达科技_双通道车床控制系统_B系列_操作手册_CN
软件
点击下载 FINGER CNC_C_Series_PLC__Win_x64(PLC_C设计软件)
点击下载 FINGER CNC_A_Series_PLC_Win_x64(PLC_A设计软件)
点击下载 FINGER CNC_HMI_Designer_Winx64(人机界面设计软件)
点击下载 FINGER CNC_TransConsle_Win_x64(调试软件)
图纸
点击下载 【车床数控系统】B系列10.4寸车床数控系统(横式)